Cách nhận biết vòi phun bị tắc
Có một vài dấu hiệu cho thấy đầu phun máy in 3D của bạn có thể bị tắc. Vật liệu bị xâu chuỗi, thiếu lớp, tiếng lách cách trong bánh răng máy đùn và các mẫu đùn không nhất quán—đặc biệt là các lớp mỏng—đều là các triệu chứng của vòi phun bị tắc một phần. Và nếu không có dây tóc nào đi qua máy đùn của bạn lên nền bản dựng, thì bạn có thể đang xử lý một vòi phun bị tắc hoàn toàn.
Nếu bạn nghi ngờ vòi phun máy in 3D của mình bị tắc, nhưng muốn chắc chắn rằng đó là nguyên nhân gây ra lỗi trong bản in 3D của bạn, hãy tắt thiết bị máy đùn và cố gắng nạp dây tóc qua vòi nóng theo cách thủ công. Nếu vòi không bị tắc, đây sẽ là một nhiệm vụ khá dễ dàng và dây tóc sẽ di chuyển qua vòi một cách nhất quán. Nếu bạn gặp lực cản, có khả năng bạn đang xử lý tắc nghẽn. Tương tự, nếu dây tóc đùn qua lỗ đầu phun nhưng có vẻ mỏng hơn bình thường hoặc bắt đầu cuộn lại ở bên ngoài đầu phun, thì có thể có một số vật cản bên trong đầu phun đang ngăn toàn bộ dòng nguyên liệu.
Điều gì gây ra một vòi phun bị tắc?
Có một vài thủ phạm khi nói đến vòi phun máy in 3D bị tắc. Thông thường, nguyên nhân có liên quan đến một thứ khá đơn giản và dễ ngăn ngừa, chẳng hạn như ô nhiễm bụi. Đôi khi, vấn đề có thể phức tạp hơn và liên quan đến nhiệt độ in và nhiệt độ của vòi phun. Chúng ta hãy xem xét kỹ hơn các nguyên nhân hàng đầu khiến đầu phun máy in 3D bị tắc.
Dây tóc bẩn: Các hạt bụi bẩn trong môi trường in có thể mắc vào dây tóc nếu không được bảo quản đúng cách. Những hạt gây ô nhiễm này sau đó được đưa vào vòi khi dây tóc được đưa qua. Bên trong vòi phun, các hạt bụi cuối cùng bị đốt cháy gây ra sự tích tụ vật liệu carbon hóa và tắc nghẽn. Đây cũng là một rủi ro nếu bản thân máy in 3D tích tụ bụi.
Chuyển đổi vật liệu: Một nguyên nhân khác gây kẹt đầu phun là không vệ sinh đầu phun giữa các lần chuyển đổi vật liệu. Ví dụ: nếu bạn in 3D PLA và muốn chuyển sang ABS, bạn phải luôn làm sạch đầu phun ở giữa. Có một số kỹ thuật làm sạch đầu phun giữa các lần thay dây tóc để loại bỏ cặn, bao gồm kéo nguội hoặc sử dụng bàn chải sắt để loại bỏ cặn ở bên ngoài đầu nóng.
Nhiệt độ in: Đặt máy in 3D của bạn ở nhiệt độ sai cũng có thể dẫn đến tắc nghẽn. Mặt khác, nếu nhiệt độ vòi phun quá thấp, dây tóc sẽ không tan chảy đúng cách, điều này có thể dẫn đến tích tụ vật liệu và áp suất bên trong vòi phun. Mặt khác, nếu nhiệt độ in quá nóng, nó có thể dẫn đến hiện tượng gọi là rão nhiệt. Đây là khi nhiệt từ vòi tỏa ra xa hơn trong cơ chế máy đùn, cơ chế này bắt đầu làm chảy dây tóc trước khi nó chạm tới đầu nóng. Nếu điều này xảy ra, các bánh răng đùn của máy in 3D sẽ không thể đưa sợi dây tóc đi qua đúng cách dẫn đến tắc nghẽn.
Chiều cao đầu phun: Nếu đầu phun máy in 3D của bạn được đặt quá gần bàn in, nó có thể dẫn đến tắc nghẽn. Điều này là do vòi phun sẽ không thể đặt đúng lớp sợi nóng chảy đầu tiên lên giường in. Thay vào đó, nhựa nhiệt dẻo nóng chảy sẽ phủ bên ngoài vòi phun và dính vào nó. Điều này có thể gây tắc nghẽn bên ngoài cũng như dẫn đến dây tóc rút vào bên trong dây tóc, có thể gây tắc nghẽn bên trong.

Nhiệt độ in và dây tóc bị ô nhiễm là những nguyên nhân phổ biến gây tắc vòi phun máy in 3D.
Cách vệ sinh đầu phun máy in 3D
Nếu máy in 3D của bạn có dấu hiệu đầu phun bị tắc, bạn không cần phải lo lắng. Bạn thường có thể khắc phục đầu nóng bị tắc bằng cách sử dụng kết hợp các kỹ thuật đơn giản mà chúng ta sẽ khám phá bên dưới. Điều đáng nói nữa là phương pháp làm sạch sẽ khác nhau tùy thuộc vào việc máy in 3D của bạn đang bị tắc nghẽn một phần (tức là vật liệu vẫn được đùn ra nhưng với tốc độ không nhất quán) hay tắc nghẽn hoàn toàn (tức là không có dây tóc nóng chảy nào được đùn ra). Dưới đây là cách làm sạch đầu phun máy in 3D
Làm sạch dây tóc: Nếu bạn đang xử lý tình trạng tắc nghẽn một phần, sử dụng dây tóc làm sạch chuyên dụng là một cách hiệu quả để loại bỏ các mảnh vụn của vòi phun. Các sợi làm sạch thường dựa trên nylon nhưng chúng được thiết kế đặc biệt để làm sạch chứ không phải để in 3D. Để sử dụng dây tóc làm sạch, chỉ cần làm nóng máy in 3D của bạn đến nhiệt độ cao hơn một chút so với nhiệt độ bạn đã sử dụng cho công việc in gần đây nhất của mình. Hãy cảnh giác với việc đặt nhiệt độ quá cao vì điều này có thể gây ra hiện tượng cháy dây tóc bị tắc bên trong vòi phun.
Khi đầu phun ở nhiệt độ phù hợp, hãy đưa dây tóc làm sạch qua đầu phun. Bạn sẽ nhận thấy dấu vết của dây tóc ban đầu thoát ra cùng với dây tóc làm sạch, điều đó có nghĩa là quá trình làm sạch đang hoạt động. Tiếp tục đẩy dây tóc làm sạch ra ngoài cho đến khi sạch. Máy in 3D của bạn sẽ hoạt động tốt từ đó.
Bàn chải sắt: Nếu bề mặt đầu phun máy in 3D của bạn bị bẩn và phủ một lớp sợi nóng chảy, bước đầu tiên là loại bỏ phần cặn này. Để làm điều này, hãy sử dụng bàn chải dây bằng đồng (bàn chải thép quá mài mòn) để chà sạch cặn dây tóc hoặc bụi bẩn khỏi đầu vòi. Đảm bảo làm nóng đầu vòi trước khi sử dụng bàn chải để dây tóc dễ tháo ra hơn. Bạn cũng có thể cố gắng lau sạch mọi sợi tóc còn sót lại bằng khăn lau cồn.
Kim: Phương pháp này là một trong những cách dễ nhất để loại bỏ các mảnh vụn từ bên trong đầu phun của máy in 3D. Bắt đầu bằng cách làm nóng đầu nóng đến nhiệt độ tương ứng với vật liệu cuối cùng mà bạn đã in 3D. Sau đó, sử dụng một cây kim hoặc dây nhỏ, chẳng hạn như kim châm cứu hoặc dây đàn ghi-ta bằng thép tốt, chọc nhẹ lên trên qua lỗ vòi phun. Điều này sẽ phá vỡ các mảnh vụn dây tóc đang chặn vòi để nó có thể dễ dàng đùn ra ngoài.
Nếu bạn đang sử dụng phương pháp kim, hãy chắc chắn rằng bạn đang sử dụng kim có đường kính nhỏ hơn đầu vòi, nếu không bạn có thể làm hỏng vòi. Cũng nên sử dụng kim châm cứu thay vì mũi khoan vì chúng ít bị gãy bên trong vòi hơn.
Kéo nguội: Để sử dụng phương pháp kéo nguội, hãy bắt đầu bằng cách làm nóng đầu đùn của máy in 3D lên khoảng 250°C. (Nếu bạn đang sử dụng phương pháp này với PLA, hãy sử dụng nhiệt độ thấp hơn, chẳng hạn như 200°C.) Khi đầu phun nóng, đẩy dây tóc qua đầu in. Tiếp theo, để vòi nguội và dây tóc cứng lại. Sau đó, làm nóng lại máy đùn ở nhiệt độ thấp hơn (chẳng hạn như 115°C) và khi nhiệt độ đạt đến 90°C, nhanh chóng kéo dây tóc lên và ra khỏi vòi của máy đùn. Các sợi mềm như sợi nylon có xu hướng hoạt động tốt nhất để kéo nguội.
Bạn có thể biết kéo lạnh hoạt động nếu phần cuối của dây tóc máy in 3D có hình dạng giống như bên trong vòi phun. Phương pháp này có hiệu quả vì sự tích tụ hạt bên trong vòi dính vào dây tóc khi nó đông đặc lại. Tuy nhiên, đôi khi phải mất vài lần cố gắng kéo nguội để vòi phun được làm sạch hoàn toàn.
Kéo nguyên tử: Kéo nguyên tử, còn được gọi là phương pháp nguyên tử, về nguyên tắc tương tự như phương pháp kéo nguội để làm sạch vòi phun. Tuy nhiên, thay vì để vòi nguội đến nhiệt độ phòng, nó vẫn được làm nóng trong suốt thời gian đó. Để sử dụng phương pháp này, hãy bắt đầu bằng cách tháo dây tóc ban đầu khỏi máy in 3D. Tiếp theo, đặt nhiệt độ vòi phun ở mức 250-260°C (hoặc 220°C nếu bạn đang sử dụng PLA). Khi đầu phun đã đạt đến nhiệt độ phù hợp, hãy đưa dây tóc qua đầu nóng theo cách thủ công cho đến khi dây tóc bắt đầu đùn. Từ đó giảm nhiệt độ đầu phun xuống 160°C đối với ABS hoặc PETG hoặc 90°C đối với PLA. Khi đạt đến nhiệt độ này, kéo dây tóc ra khỏi vòi.
Tương tự như phương pháp kéo nguội, bạn biết rằng lực kéo nguyên tử sẽ hoạt động nếu đầu dây tóc có hình dạng giống như mặt trong của đầu nóng. Một lần nữa, bạn có thể cần lặp lại quá trình này một vài lần để loại bỏ các mảnh vụn gây tắc nghẽn. Phương pháp kéo nguyên tử được Ultimaker khuyến nghị cho máy in 3D để bàn của mình. Nếu bạn đang làm việc với hệ thống Ultimaker hoặc một máy in 3D khác có ống bowden dẫn vào vòi phun, thì bạn có thể phải tháo ống bowden ra trước khi lắp dây tóc theo cách thủ công.[1]
A-xê-tôn: Nếu các phương pháp kéo không đủ thông thoáng đầu phun, bước tiếp theo sẽ là tháo đầu nóng ra khỏi máy in 3D và làm sạch nó. Một phương pháp phổ biến để làm sạch vòi phun là sử dụng dung môi như axeton. Sử dụng axeton là hiệu quả nhất với dây tóc ABS . Về phần mình, PLA có thể được hòa tan bằng cách sử dụng etyl axetat. Với phương pháp này, chỉ cần nhúng đầu phun vào axeton hoặc dung môi trong vài giờ. Từ đó, sẽ dễ dàng loại bỏ những phần còn lại của các hạt dây tóc gây ra tắc nghẽn.
Nói chung, bạn nên thay đầu phun máy in 3D bằng đồng vài tháng một lần.
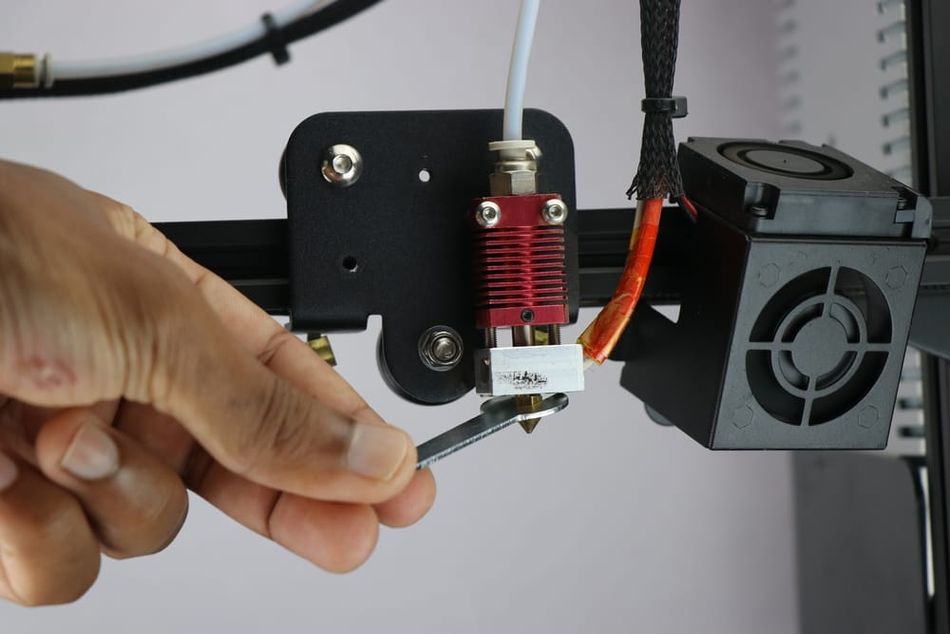
Thay thế đầu phun: Nếu không có phương pháp làm sạch đầu phun nào của máy in 3D nói trên hoạt động, có lẽ đã đến lúc thay đầu phun của bạn. Nói chung, bạn nên thay đầu phun máy in 3D của mình từ ba đến sáu tháng một lần, đặc biệt nếu bạn đang sử dụng đầu phun bằng đồng thau rẻ hơn. Khi hoán đổi đầu phun máy in 3D, hãy bắt đầu bằng cách làm nóng đầu nóng và loại bỏ bất kỳ dây tóc nào trong máy in 3D. Nhiệt sẽ giúp tháo vòi dễ dàng hơn bằng cờ lê hoặc kìm. Từ đó, đơn giản như vặn đầu phun mới vào đầu máy in.
Làm thế nào để ngăn chặn một vòi phun bị tắc
Làm sạch vòi phun của máy in 3D chỉ là một phần của giải pháp, điều quan trọng là phải ngăn ngừa tắc nghẽn ngay từ đầu. May mắn thay, việc in 3D không bị tắc nghẽn khá dễ dàng.
Trước tiên, hãy giữ cho môi trường in 3D của bạn sạch sẽ và không có bụi. Điều này bao gồm quét bụi và lau các bề mặt gần máy in 3D của bạn, cũng như bản thân máy in 3D. Nó cũng bao gồm việc giữ cho các sợi máy in 3D của bạn an toàn khỏi các chất gây ô nhiễm. Bảo quản dây tóc đúng cách , trong hộp kín khí có gói hút ẩm, sẽ ngăn bụi bẩn bám vào vật liệu và tìm đường vào đầu phun của bạn. Bạn cũng có thể lau dây tóc bằng vải mềm hoặc khăn giấy trước khi in 3D để loại bỏ bất kỳ hạt bụi nào.
Một bước quan trọng khác trong việc ngăn ngừa tắc nghẽn là sử dụng dây tóc chất lượng tốt. Các sợi chất lượng thấp có thể có đường kính không nhất quán, điều này có thể dẫn đến quá trình ép đùn không nhất quán. Một số sợi cũng đã được phát hiện có chứa các hạt lạ có thể làm tắc nghẽn đầu nóng của máy in 3D của bạn. Các thương hiệu dây tóc uy tín với chất liệu in chất lượng cao, độ tinh khiết cao nên bản in chắc chắn, mượt mà.
Cũng có những thói quen tốt cuối cùng có thể giúp ngăn ngừa sự tích tụ dây tóc và tắc đầu phun, chẳng hạn như làm sạch đầu phun bất cứ khi nào bạn chuyển đổi loại dây tóc đang sử dụng và đảm bảo cài đặt và nhiệt độ in chính xác cho một vật liệu nhất định.
Kết luận
Cuối cùng, đầu phun máy in 3D bị tắc là một vấn đề khá phổ biến đối với người dùng máy in 3D FDM, nhưng có thể tránh được. Bằng cách thực hiện các bước phòng ngừa phù hợp—chẳng hạn như giữ cho khu vực in 3D của bạn không có bụi và sử dụng dây tóc chất lượng tốt—bạn có thể giảm nguy cơ tắc vòi phun ngay từ đầu. Điều đó đang được nói, nếu bạn thấy mình đang xử lý đầu phun máy in 3D bị tắc, thì sẽ có các giải pháp. Chúng tôi đã xem cách làm sạch đầu phun máy in 3D trong trường hợp bị tắc một phần hoặc toàn bộ, sử dụng các kỹ thuật như làm sạch dây tóc, kéo nguội và dung môi axeton.