Nhiệt độ (Temperature) #
Nhiệt độ là yếu tố quan trọng nhất trong tất cả các thông số máy in 3d. Nhiệt độ của đầu phun là cài đặt quan trọng nhất trong máy in của bạn bởi vì nếu không có mức nhiệt Goldilocks (không quá mát, không quá nóng), sẽ không có bản in nào hoạt động. Nhiệt độ đầu phun phải là cài đặt đầu tiên bạn điều chỉnh trên phần mềm cắt lớp của mình bất cứ khi nào bạn bắt đầu in bằng sợi in mới và bạn có thể thực hiện việc này bằng cách in tháp nhiệt độ để xem giá trị nào hoạt động tốt nhất.
Nhiệt độ đầu phun quá cao sẽ gây ra hiện tượng đùn quá mức với các đốm và mụn trên khắp bản in của bạn. Ở đầu kia của quang phổ, nhiệt độ quá thấp sẽ gây ra hiện tượng đùn dưới mức, trong đó không phải tất cả các lớp đều được in đầy đủ.
Tuy nhiên, đó chỉ là nhiệt độ vòi phun; nhiệt độ bàn in là một yếu tố hoàn toàn khác trong in 3D nếu máy của bạn có bàn in được làm nóng, chủ yếu ảnh hưởng đến độ bám dính của bàn in. Nói chung, bàn in hơn sẽ mang lại độ bám dính tốt hơn, trong khi bàn in lạnh hơn có thể dẫn đến cong vênh. Chỉ cần không tăng nhiệt độ quá cao, nếu không một phần có thể biến dạng trên bàn in.
Chiều cao lớp (Layer Height) #
Chiều cao của lớp là một yếu tố ảnh hưởng khác đối với việc in và đề cập đến chiều cao của mỗi lớp trong bản in của bạn. Chiều cao lớp càng nhỏ thì càng cần nhiều lớp trong toàn bộ bản in. Điều này có nghĩa là máy in của bạn sẽ có nhiều chỗ hơn để tạo chi tiết hữu hạn trên các bộ phận như tiểu cảnh. Mặt khác, nhiều lớp hơn cũng có nghĩa là thời gian in lâu hơn và các bộ phận yếu hơn.

Khi đặt chiều cao lớp, bạn muốn tìm sự cân bằng phù hợp giữa thời gian in, chi tiết và độ bền của bộ phận. Một số nhà sản xuất đăng ký lý thuyết “số ma thuật”, trong đó bạn đặt chiều cao lớp của mình là bội số của khoảng cách bước đã xác định của động cơ bước. Trên nhiều máy in phổ biến, chẳng hạn như Ender 3, khoảng cách bước là 0,04 mm, do đó, chiều cao 0,16, 0,2 và 0,24 mm hoạt động như các giá trị chi tiết, cân bằng và nhanh chóng.
Tốc độ (Speed) #
Tốc độ là cài đặt phần mềm cắt lớp mạnh mẽ thứ ba. Như tên cho thấy, chúng tôi đang đề cập đến tốc độ mà đầu in của bạn di chuyển. Nói chung, “tốc độ” bao gồm nhiều cài đặt khác nhau, không chỉ tốc độ di chuyển mặc định. Ví dụ: có thể hữu ích khi điều chỉnh tốc độ cụ thể bắt nguồn từ giá trị mặc định, chẳng hạn như tốc độ infill (lấp đầy), tốc độ tường, v.v.
Thông thường, bạn nên để riêng các cài đặt tốc độ cụ thể và chỉ điều chỉnh tốc độ mặc định. Trong hầu hết các máy in, một tốc độ cụ thể sẽ được chọn dựa trên chiều cao lớp và vật liệu bạn đã chọn, nhưng nếu bạn cảm thấy thích phiêu lưu và bạn nghĩ rằng máy in của mình phù hợp với tốc độ đó, bạn có thể thử nghiệm các cài đặt như tăng tốc độ in để giảm thời gian in .
Mặt khác, đôi khi bạn nên giảm tốc độ khi gặp vấn đề về chất lượng in. Tốc độ chậm giúp xác định cài đặt nào đang gây ra sự cố dễ dàng hơn nhiều (nếu đó là cài đặt khác ngoài tốc độ).
Tốc độ di chuyển là một câu chuyện khác và bạn không cần phải điều chỉnh nó thường xuyên, nếu có. Cố gắng giữ tốc độ gần với tốc độ mặc định của máy in (có thể khoảng 150 mm/giây) vì tốc độ quá nhanh có thể gây ra hiện tượng chạy trong vòi phun khiến đầu in có thể va vào các cấu trúc nhỏ trong khi in.
Retraction (Rút lại) #
Độ rút lại thường là cài đặt đầu tiên mà mọi người nghĩ đến khi họ nhìn thấy dây, sợi in hoặc tiếng rít trên bản in của họ. Độ rút lại xác định số lượng và tốc độ sợi in được kéo trở lại vòi phun để ngăn vật liệu chảy ra ngoài khi nó không được ép đùn. Rút lại được kiểm soát bởi một số cài đặt cụ thể, chủ yếu trong số đó là khoảng cách rút lại và tốc độ rút lại.
Các cài đặt này nên được điều chỉnh khi bạn thấy dây, nhưng hãy lưu ý rằng việc rút lại không phải là giải pháp duy nhất cho vấn đề này và nhiệt độ vòi phun cũng đóng một vai trò. Bạn nên thay đổi cài đặt rút lại của mình trong khoảng thời gian ngắn và không thực hiện bất kỳ mức tăng đáng kể nào cho đến khi bạn đã thử giảm nhiệt độ. Việc rút lại quá nhiều có thể gây ra kẹt vòi phun, vì sợi in được đẩy mạnh hơn vào và ra khỏi vòi phun.
Lưu lượng (Flow) #
Lưu lượng, đôi khi được gọi là hệ số đùn, xác định tốc độ mà sợi in được đùn. Ví dụ: với xếp hạng dòng chảy 100%, máy in của bạn có thể sử dụng 10 cm sợi in cho một tính năng bộ phận cụ thể, nhưng nếu bạn thay đổi dòng chảy thành 90%, tính năng tương tự sẽ chỉ cần 9 cm. Cuối cùng, việc điều chỉnh lưu lượng ảnh hưởng đến số bước mà động cơ của máy đùn quay trên mỗi milimet vật liệu được lắng đọng.
Dòng chảy có thể được sử dụng để giải thích cho việc đùn thừa hoặc thiếu trên máy in của bạn mà không cần điều chỉnh tham số E-step của máy in, một giá trị được lưu trữ trong chương trình cơ sở. Mặc dù về mặt kỹ thuật, cả dòng chảy và E-step đều có thể được sử dụng để giải quyết cùng một vấn đề, nhưng tốt nhất bạn nên điều chỉnh giá trị E-step trong quá trình hiệu chỉnh máy in và điều chỉnh dòng theo yêu cầu của các lệnh in cụ thể.
Trợ lý kết dính (Adhesion Assistants) #
Trợ lý bám dính là một tính năng vật lý được tạo tự động, khi được thêm vào bản in, sẽ cải thiện độ bám dính của bàn in. Độ bám dính của giường là mức độ một phần dính vào bề mặt xây dựng và nó thường quan trọng nhất đối với lớp đầu tiên. Có ba loại trợ lý kết dính chính:
- A skirt(váy) là một chu vi xa và tách rời phác thảo một bản in. Skirt(váy) không cung cấp hỗ trợ bám dính trực tiếp cho mô hình, nhưng chúng có thể giúp vật liệu chảy qua vòi một cách trơn tru trước khi bắt đầu lớp quan trọng đầu tiên. Chúng cũng có thể hữu ích để thực hiện các điều chỉnh thủ công vào phút cuối cho việc cân bằng bàn in. Theo mặc định, nhiều máy cắt lớp sẽ tự động tạo viền cho mỗi bản in.
- Vành(brim) là sợi phụ, được ép đùn thành một tập hợp các vòng đồng tâm phát ra từ lớp đầu tiên của bản in. Nếu bản in của bạn là một hình trụ, thì vành mũ sẽ trông giống như vành của một chiếc mũ đội đầu. Đối với các chất hỗ trợ bám dính, đây là bước đầu tiên cần thực hiện nếu một người mẫu gặp vấn đề về độ bám dính của bàn in. Vành có thể hữu ích với bản in có “dấu chân” nhỏ, tức là diện tích bề mặt tiếp xúc với đế thấp, điều này có thể làm giảm đáng kể độ bám dính.
- Một đế(raft) giống như toàn bộ một phần của chính nó, trên đó mô hình của bạn được xây dựng. Khi in đế, máy in thường cố gắng tiết kiệm vật liệu bằng cách đặt khoảng cách giữa các dòng liền kề. Đây là cách tiếp cận không giới hạn đối với độ bám dính của bàn in vì diện tích bề mặt dưới được in và mở rộng, và bản in của bạn thực sự được in trên vật liệu này. Điều này có nghĩa là bản in của bạn không bao giờ phải chạm vào bề mặt. Đế có thể hữu ích nếu cong vênh là một vấn đề.
Như bạn có thể mong đợi, một chiếc skirt(váy) chiếm ít vật liệu và thời gian in nhất, tiếp theo là vành(brim) và sau đó là đế(raft).
Hỗ trợ (Supports) #
Các giá đỡ(support) là một cài đặt quan trọng khác của máy in và, giống như các chất hỗ trợ bám dính, được tạo bởi máy in. Các giá đỡ(support) là các cấu trúc giữ các tính năng nhô ra trên các mô hình nếu chúng đáp ứng các yêu cầu nhất định, có thể được đặt trong máy cắt của bạn.
Những yêu cầu này bao gồm góc nhô ra và diện tích hỗ trợ tối thiểu. Cái trước xác định góc tối thiểu mà phần nhô ra phải có trước khi máy cắt tạo giá đỡ để giữ phần nhô ra. Cái sau chi phối diện tích tối thiểu (tính bằng mm2) mà cấu trúc hỗ trợ phải được đưa vào bản in.

Các cài đặt và tùy chọn hỗ trợ khác cũng rất quan trọng. Ví dụ, định hướng bộ phận đóng một vai trò quan trọng trong cách tạo cấu trúc hỗ trợ. Các cài đặt hỗ trợ khác bao gồm tốc độ in, mật độ infill hỗ trợ, v.v. Bạn hoàn toàn không nên thay đổi các cài đặt này nếu mô hình của bạn không yêu cầu hỗ trợ ngay từ đầu, nhưng khi cần thiết, bạn có thể điều chỉnh chúng để tìm sự cân bằng giữa hỗ trợ đầy đủ và vật liệu tiêu thụ tối thiểu.
Tản nhiệt làm mát (Cooling) #
Khi điều chỉnh tốc độ của quạt làm mát một phần, hãy xem xét vật liệu bạn đang in. Ví dụ, PLA yêu cầu làm mát vừa phải từ quạt làm mát một phần, nhưng ABS không nên có (vì làm mát có thể dẫn đến nứt). Nếu kiểu máy của bạn có phần nhô ra và bạn không muốn sử dụng các giá đỡ, bạn có thể thử tăng cường làm mát để làm rắn chắc phần nhô ra được in nhanh hơn.

Infill (lấp đầy) #
Nói chung, việc in các mảnh liền khối là không thực tế. Các miếng rắn sử dụng nhiều vật liệu và có thể mất nhiều thời gian, và thường thì lợi ích của việc tăng thêm sức mạnh không đáng. Trái ngược với các phương pháp sản xuất khác, in 3D có thể hưởng lợi từ việc lấp đầy, đó là sự lấp đầy bên trong các bộ phận được in 3D. Infill cho phép bạn kiểm soát nhiều hơn đối với cường độ, trọng lượng, mức tiêu thụ vật liệu và cấu trúc bên trong của một bộ phận mà không phải điều chỉnh hình thức hoặc các tính năng bên ngoài của nó. Trong một slicer, phần chèn có thể được kiểm soát bằng cách xác định mật độ chèn, được đặt dưới dạng phần trăm và mẫu chèn, là cấu trúc hoặc biểu mẫu của phần chèn.
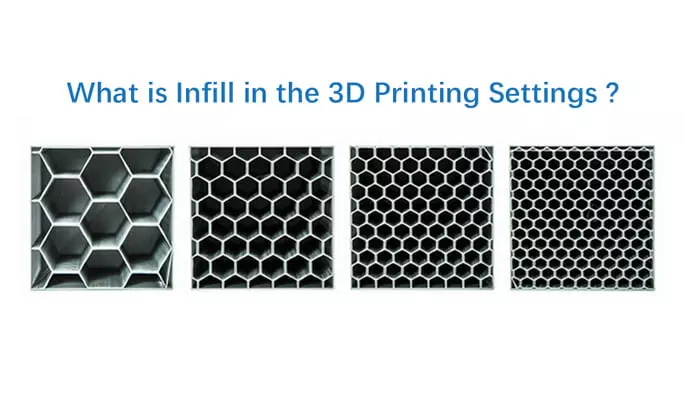
Các mẫu infill chắc chắn hơn và mật độ infill lớn hơn sẽ tăng thời gian in và tiêu thụ nhiều vật liệu hơn, nhưng cũng làm tăng độ bền và trọng lượng của một bộ phận. Có nhiều mẫu đổ mực để lựa chọn, tất cả đều có thiết kế và đặc điểm riêng, chẳng hạn như đồng tâm (dành cho các bộ phận linh hoạt), hình khối (để tăng thêm độ bền) và đường kẻ (để có thời gian in nhanh nhất). Bạn có thể đặt mật độ infill của mình với một mẫu cụ thể để đạt được sự kết hợp mong muốn giữa cường độ in, mức tiêu thụ vật liệu và thời gian in.
Độ dày vỏ (Shell Thickness) #
Độ dày của vỏ (hoặc chu vi) thể hiện số lượng đường kẻ trên các bức tường của bản in của bạn, cho dù chúng nằm ở hai bên, trên cùng hay dưới cùng. Nếu phần infill là phần “bên trong” của bản in, thì phần vỏ là phần “bên ngoài”, có nghĩa là chúng hoàn toàn chắc chắn và được in đồng tâm. Độ dày của vỏ thường được đặt dưới dạng giá trị tính bằng milimét hoặc dưới dạng một số lớp cho thành và lớp trên cùng và dưới cùng.

Độ dày của vỏ là một cài đặt quan trọng cần điều chỉnh vì nó có thể tác động đáng kể đến độ bền của mô hình của bạn. Độ dày vỏ càng cao, các bộ phận sẽ càng bền và thời gian in càng lâu. Đó là bởi vì bạn càng có nhiều vỏ, máy của bạn càng phải in nhiều lớp hoặc tường hoàn toàn chắc chắn.
Cài đặt và tùy chọn khác (Other Settings & Options) #
Mặc dù 10 thông số máy in 3d mà chúng tôi đã thảo luận ở trên là một trong những cài đặt quan trọng nhất, nhưng cũng có một số vẫn cần thiết để duy trì tính ổn định máy in 3d. Dưới đây, chúng tôi đã liệt kê và thảo luận ngắn gọn về một số cài đặt khác không nằm trong top 10 nhưng vẫn quan trọng để cho ra mẫu in hoàn hảo
- Z Hop When Retracted: Đây là một tính năng hữu ích nhưng thường bị bỏ qua trong Cura. Khi được kích hoạt, đầu in sẽ tạm thời di chuyển lên mỗi khi xảy ra hiện tượng rút lại. Tính năng này giúp máy in của bạn tránh va chạm với các phần đã in sẵn của mô hình khi di chuyển. Bạn nên bật cài đặt này, đặc biệt nếu bạn đang in với hỗ trợ được kích hoạt.
- Tỷ lệ phần trăm chồng lên da: Tỷ lệ phần trăm chồng lên da kiểm soát mức độ các bức tường được chồng lên với phần bên trong (“đường trung tâm da” trong Cura). Tỷ lệ phần trăm này càng cao, phần đệm sẽ càng bám chặt vào lớp da bên ngoài của bản in và do đó, mô hình càng ít giòn hơn. Chúng tôi khuyên bạn nên để giá trị ở mức 10% và chỉ tăng giá trị đó lên từ 15-30% nếu bạn gặp phải sự phân tách lớp.
- Các lớp thích ứng: Cuối cùng, các lớp thích ứng là một tính năng cắt đặc biệt tính toán các chiều cao lớp khác nhau sẽ được sử dụng ở các giai đoạn khác nhau trong cùng một bản in. Bạn có thể đọc thêm về tính năng này trong bài viết của chúng tôi về các lớp thích ứng, nhưng về cơ bản, nó đảm bảo rằng chiều cao lớp có kích thước phù hợp sẽ được sử dụng khi thuận tiện nhất, tối đa hóa chi tiết và sức mạnh. Ví dụ: chiều cao lớp nhỏ hơn sẽ được sử dụng cho các tính năng nhỏ hơn trên bản in và chiều cao lớp lớn hơn sẽ được sử dụng cho các khu vực ít chi tiết hơn của mô hình. Chúng tôi khuyên bạn nên kích hoạt tính năng này cho hầu hết các bản in.